• Back to Marketing Options Articles List •
What You Should Consider When Purchasing P20 Steel
When buying P20 steels, moldmakers should be aware of the variations and key issues that affect delivery, cost and leadtimes.
Paul W. Britton
Moldmaking Technology Magazine
November, 2004
Reprinted with permission from Communications Technologies, Inc
P20, a 4130, 4135 modified material, has long been the steel of choice for pre-hardened mold steels. P20 is classified as a chrome-moly alloy, with a carbon content of approximately .30 to .40. Over time, many variations on basic P20 chemistry have been introduced to the marketplace. Each modification can have an effect on the various processes used in the fabrication of a mold.
Types of Material
The moldmaking industry in the U.S. is Eurocentric in nature. European immigrants came to the U.S. with trade backgrounds and had a large influence on the mold building industry. They naturally gravitated to building molds with the chrome-moly steels they were used to, such as DIN 1.2311 and DIN 1.2312, or their close cousin, AISI P20.
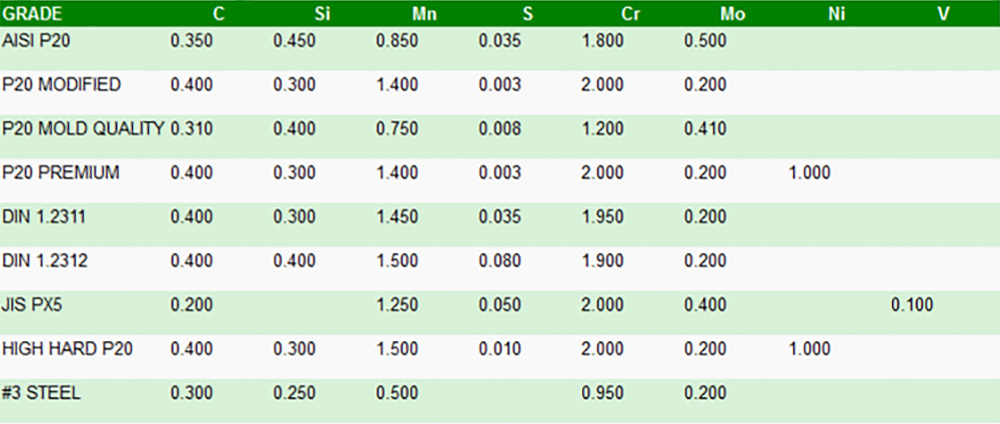
P20 differs from region to region in the worldwide market. Europeans generally use the DIN spec materials (1.2311 and 1.2312), while in Japan, PX5 is the new standard P20. The Chinese market is less clear, because the lack of information about the materials being used for their molds makes it difficult for secondary polishing and texturing processors to know what they are dealing with. The U.S. market is a melting pot of different grades; Figure 1 shows a chemical breakdown of the materials used in the U.S. As the figure illustrates, there are variances within the P20 family, and depending on the steel supplier, an order for P20 could be filled with nearly any one of them. Two of the items listed in the table (P20 premium and high hard P20) are actually closer in chemistry to a 4340 material, which is a chrome-nickel-moly material. As noted earlier, P20 is in the 4130, 4135, 4140 (chrome-moly) family.
Figure 1: P20 Materials Analysis
These variations can affect costs and time for secondary processors. Most moldmakers look at two key issues when purchasing P20 - machineability and stability. If the chemistry of the material lends itself to the formation of hard spots (carbide segregation), it can be much more difficult to machine. Machining cost can account for 50 percent or more of the cost of building a mold, so any increase in machining time can be expensive. Hard spots also cause reduced cutter and insert life, which will also increase costs. If the chemistry does not minimize hardness drop-off from the surface of the block to the center, it will cause increased stress in the steel. When the stress is relieved by machining away mass, the block will warp or twist out of shape, making it necessary to remove the steel from the machine at various intermediate stages and send the block out for thermal stress-relieving. The result is increased cost and lost leadtime.
Surface Finish
Once a mold leaves a shop, it usually requires a specific surface finish to be applied - polish, texture or EDM finish. The quality of the P20 being used can affect each aspect. Four factors determine the quality of the surface finish of P20 steels1:
1. Percentage of Content
The number of elements added affects how a material polishes or textures. For example, the sulfur content determines how well a P20 polishes. The higher the content, the more difficult it is to get a mirror finish. Sulfides tend to erode or be pulled out of the surface during the polishing process, resulting in a pitted surface. Most P20s will polish to a good #2 finish. The best P20 in terms of polishability is probably #3 steel, due to its extremely low sulfur content. However, low sulfur content reduces machineability.
2. Homogeneous Distribution of the Alloying Elements
P20 is iron combined with alloying elements. How these elements are distributed within the matrix of the steel is very important. If the distribution is not even throughout the steel, pockets will form, leading to voids, hard spots, soft spots or other imperfections. Correcting these areas will add cost.
3. Hardness Distribution
P20 is textured by using an acid to eat away the material. If the hardness of P20 is not consistent throughout the mold, the texture depth on the surface will vary. This can be a major problem in large blocks of P20 because of differences in hardness from surface to cores.
4. Welding
One of the greatest concerns when texturing P20 is welds that might be in the mold. The HAZ (heat-affected zone) around the weld can be 15 or more points of HRC higher than the base metal. With the base material hardness of 28/32 HRC and the HAZ being 15 points higher, the difference in texture depth between the two areas can be as great as 50 to 60 percent. This will cause a halo effect on the textured part and increase the gloss factor, which will increase the amount of handwork required to complete the textured surface, again resulting in higher cost and lost leadtime.
The alloy content of the variations of P20 also affects the welding process. The higher the steel's alloy content, the more susceptible it is to cracking. Many high-quality P20 versions from Asia (mainly Japan) have lower carbon contents and commensurately higher toughness. It is unusual for cracking to occur in these steels. The lower carbon content also keeps the hardness rise of the HAZ to just a few points. As the carbon content and the content of other alloys (such as nickel) are increased through the standard P20s and some of the high hard P20s - as well as on some of the DIN spec materials - pre- and post-heating becomes critical to controlling cracking and extreme hardness rise in the HAZ. This can add time and cost to the welding process.2
Making A Decision
Extreme pressure is being applied to leading steel producers in the U.S., Europe and Japan to develop new, advanced grades of mold steels. New melt and refining technologies, alloys and free machining additives are, or will be, available to moldmakers. The new steels these producers develop, properly used, will allow moldmakers to be the best and most competitive in the world.
Until then, U.S. moldmakers will continue to use P20 because they understand the basic problems associated with the grade, and although it is costly, they can overcome those problems. It is like fighting with an old friend. However, moldmakers must keep in mind that overcoming most P20 problems requires that extra time and cost be built into the job. In the cost-reducing, leadtime-reducing world ecomony, to be competitive moldmakers must eliminate these problems by looking at key issues that affect delivery and cost when purchasing variants of P20.
For more information contact Paul Britton of International Mold Steel, Inc. (Florence, KY) at (800) 625-6653 or visit the Web site at www.imsteel.com.
References
Larry Taylor of CST (Complete Surface Technology) (Clinton Township, MI).
2Derek Starks, vice president of Accurate Welding (Detroit, MI).